|
pub. gratuite la bonne adresse pour une hélice en bois ULX sarl Patrice DIDON. ULX (SARL) 5 rue du château 54610 CLEMERY 03.83.31.43.06 |
FABRICATION DE L'HELICE
1
Le diamčtre de l'hélice est déterminé en fonction de la vitesse en bout de pale, pour le bruit et le rendement nous devons rester en dessous des 200 m/s
(En rčgle générale ŕ
cause de la trainée induite et de la célérité du son le rendement chute fortement ŕ partir de 200 m/s en bout de pale )
choisissons 190 m/s (190X3600= 684km/h). Mon hélice tourne ŕ 2640 tr/mm (2640/60=44 tours/seconde) 190/44= 4.3m (circonférence de l'hélice) =4.3/3.14=1.369m, prenons 1,40m.
|
Une planche de hętre de 3m de long, 28cm de largeur et 20mm d'épaisseur,le tout pour 25.50€ trouvée ŕ la scierie du coin..... |
Les bois
Les bois utilisés en construction aéronautique sont
les suivants : sapin blanc, épicéa, spruce, pin d'orégon (douglas), peuplier,
oukoumé (acajou du Gabon), balsa, bouleau, fręne, hętre.
Les
caractéristiques des bois varient selon les essences, que l'on répartit en deux
groupes principaux : les résineux et les feuillus (tendres ou durs). Les
résineux ont des fibres longues et offrent une bonne résistance mécanique en
compression axiale par rapport ŕ leur poids. Les feuillus ont une résistance
mécanique généralement supérieure aux résineux, mais leur densité est
proportionnellement plus élevée. Les feuillus durs sont les seuls utilisables
pour les pičces travaillant en compression.
Le bois est un
matériau composite naturel dont les caractéristiques mécaniques sont trčs
différentes selon le sens dans lequel elles s'appliquent. Les meilleures
caractéristiques mécaniques sont obtenues dans la direction parallčle aux
fibres. Dans le sens transversal aux fibres, les caractéristiques sont trčs
nettement inférieures. Le débit des bois et l'orientation des fibres dans une
structure travaillante sont donc trčs importants.
Pour toutes les
essences de bois, il est recommandé pour les calculs de structure d'adopter un
rapport traction / compression de 2. Cela signifie que l'on considčre
"officiellement" que la résistance du bois en traction est égale en
moyenne ŕ 2 fois sa résistance en compression (cela dans le sens des fibres,
naturellement). En réalité, la résistance en traction atteint et męme dépasse
souvent 2,5 fois la résistance en compression si le bois est de trčs bonne
qualité.
Dans une męme
structure, il est permis de mélanger plusieurs essences de bois. Mais il est
strictement interdit de faire des entures pour rabouter deux bois d'essences
différentes. De męme, l'enture doit préserver la continuité d'orientation des
fibres. Sur des pičces travaillant en traction, la
longueur de l'enture doit ętre d'au moins 20 fois l'épaisseur de la pičce.
En revanche, sur des pičces travaillant en compression, cette longueur d'enture
doit atteindre au minimum 15 fois l'épaisseur.
Caractéristiques
mécaniques des principaux bois utilisés en construction aéronautique
(extrait
du cours de résistance des matériaux - Paul VALLAT)
|
Désignation |
Densité |
%
rétractation |
Contraintes
admissibles ŕ rupture - kg/mm2 |
Module
d'élasticité E |
Indications |
|||||||
|
Compression |
Traction |
Cisaillement |
||||||||||
|
Catégorie |
Appellation |
Origine |
||||||||||
|
I I (3) |
I (4) |
I I (3) |
I
(4) |
|||||||||
|
Résineux |
spruce |
Amérique |
0,46 |
7,4 |
3,5 |
0,65 |
8 |
0,13 |
0,33 |
1000 |
Mâts,
semelles de longerons ou de caissons, baguettes |
|
|
Feuillus |
peuplier |
France |
0,44 |
7,1 |
3,1 |
0,40 |
7 |
0,15 |
0,34 |
800 |
Chapeaux
de nervures, cales, tasseaux, lisses |
|
|
Feuillus |
bouleau |
Norvčge |
0,70 |
8,5 |
4,1 |
1,10 |
? |
0,25 |
0,50 |
1100 |
Cales,
quilles d'angle, hélices, plaques d'appuis, semelles comprimées |
|
Remarques :
(1) Les densités et les caractéristiques mécaniques correspondent ŕ une
humidité de 15 %.
(2) Rétractabilité (dans le sens tangentiel aux couches annuelles) entre bois
vert et étuvé.
(3) II : sollicitations dans le sens des fibres.
(4) I : sollicitations perpendiculaires aux
fibres (valeurs minima radiale ou tangentielle).
(5) Cisaillements tangentiels (valeurs minima) ŕ considérer en glissement de
flexion.
(6) Modules d'élasticité longitudinaux E mesurés en flexion statique.
Le contreplaqué
est généralement constitué d’un nombre impair de feuilles de bois déroulé (ou
"plis") collées entre elles avec un croisement des fibres ŕ 90° d’un
pli ŕ l’autre. Ainsi un CTP "3 plis" a les fibres de ses deux plis
extérieurs dans le męme sens, et le pli intérieur ŕ 90° par rapport aux deux
autres. Les CTP les plus utilisés sont en oukoumé ou en bouleau.
RESISTANCE
MECANIQUE DU CONTREPLAQUE
TRACTION (en kg/cm˛)
|
CTP |
ŕ 0° |
ŕ 90° |
ŕ 45° |
|
Bouleau |
930 |
540 |
380 |
|
Okoumé |
450 |
270 |
210 |
|
CTP |
ŕ 0° |
ŕ 90° |
ŕ 45° |
|
Bouleau |
220 |
220 |
450 |
|
Okoumé |
120 |
120 |
230 |
CISAILLEMENT (en
kg/cm˛)
2
Le pas de l'hélice est déterminé en fonction de la vitesse de l'aéronef,du nombre de tours de l'hélice par seconde et du diamčtre de celle-ci
le pas, c'est l'avance par tour d'hélice +15% pour "le glissement " de celle-ci sur l'air( l'appui sur l'air n'est pas solide) vitesse=12 m/s X 3600 = 43.20 km/h....43.2+15%= 43.2+6.48= 49.68 km/h/ 3600=13.8m/s....avance par tour d'hélice = V/tr/s =......13.8/44 = 0.31.m...
le pas est toujours constant, seul l'angle de calage évolue tout le long de la pale.
|
COLLE ENOCOL RLF 185 http://www.cortix.fr/helices-leger/ LE COLLAGE> http://pou.guide.free.fr/comprendre/collage/collage.htm et http://pou.guide.free.fr/construire/colles/notices_colles.htm Alain Légere le BOURG 17520 ST CIERS Champagneel : tčl: 05.46.70.01.58 fax : 05.46.70.05.23 |
Les collages aéronautiques
Le collage est le seul procédé utilisé en
aéronautique pour fixer entre elles deux pičces de bois. De l'exécution des
collages dépend la solidité de l'ensemble, aussi on doit considérer que c'est
lŕ le point essentiel de la construction d'un avion en bois.
La colle forme un
joint continu entre les pičces au travers duquel se transmettent parfaitement
les efforts mécaniques. L’assemblage est trčs léger et sa résistance mécanique
excellente. Le principe essentiel est que, ŕ la rupture, le matériau doit
toujours céder avant la colle.
Quatre grandes
familles de colles sont employées dans la construction aéronautique d'avions
amateurs :
- La colle ŕ la caséine, dont le solvant
est l'eau. Elle a été beaucoup employée dans les années 50 et 60, mais
aujourd'hui on lui reproche une mauvaise tenue en milieu trčs humide.
- La colle résorcine ou urée formol, colle bi-composant :
résine + durcisseur, généralement en poudre ŕ mélanger en proportions précises.
Elles s'utilisent ŕ partir de
- La colle époxy, bi-composant résine + durcisseur. Les époxy
sont indispensables pour la stratification ŕ la fibre de verre. Ces colles sont
stables au durcissement : pas de rétraction ni d'expansion.
- La colle polyuréthane (PU) a l'avantage d'ętre
pręte ŕ l'emploi (mono-composant) et tolérante en terme de température (souvent
ŕ partir de
Le serrage est
important pour la solidité de l’assemblage. La qualité d’un serrage n’est pas tant
dans la force que dans la régularité : la pression appliquée doit ętre
parfaitement répartie sur la surface de collage.
Au serrage, la colle doit déborder
sur toute la longueur de l'assemblage, c'est impératif. Sinon, cela signifie
soit qu'il n'y a pas assez de colle, soit que le serrage est insuffisant.
Le procédé de
serrage "classique " du contreplaqué sur le bois est l’agrafage
sur une "bande ŕ agrafes", lame de bois tendre de
Les paramčtres de
température, d’humidité et de pression appliquée sont capitaux, car ils
conditionnent directement la qualité de la liaison colle / bois.
Le concepteur
d’un avion en bois veille toujours ŕ ce que les surfaces de collage (ainsi que
les sections des matériaux) soient largement dimensionnées : il vérifie par le
calcul que les
joints de colle travaillent trčs en deçŕ de leur limite de cisaillement.
3
|
BRETTAGE,(rayure de la surface du bois avec une lame de scie ŕ métaux.) |
4

SERRAGE AVEC SERRE-JOINTS POUR LE COLLAGE ( ŕ l' horizontale de préférence!!)
5
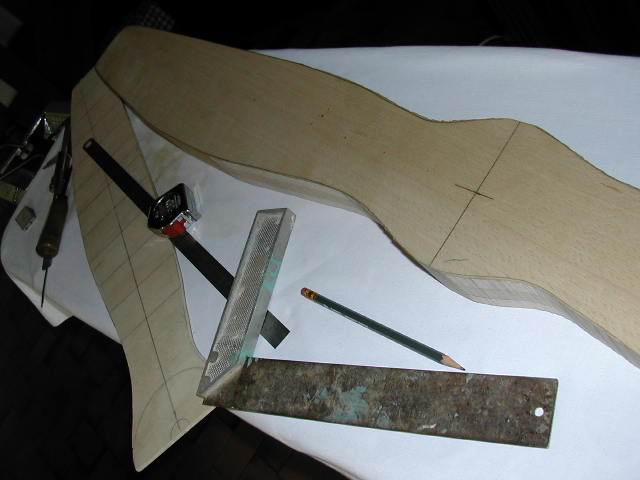
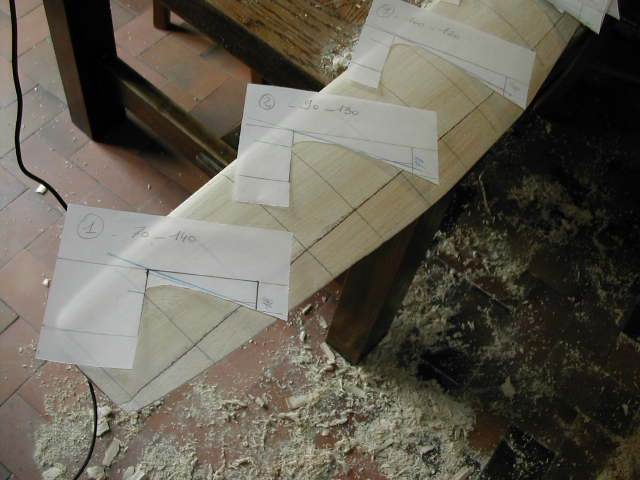
traçage de la pale avec un gabarit et détourrage ŕ la scie ŕ ruban

quadrillage tout les 5 cm pour reporter les angles de pas et le profil
6
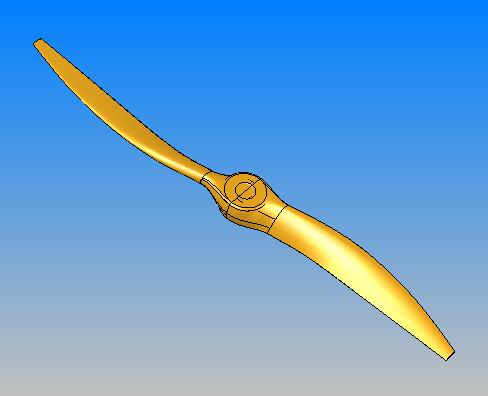
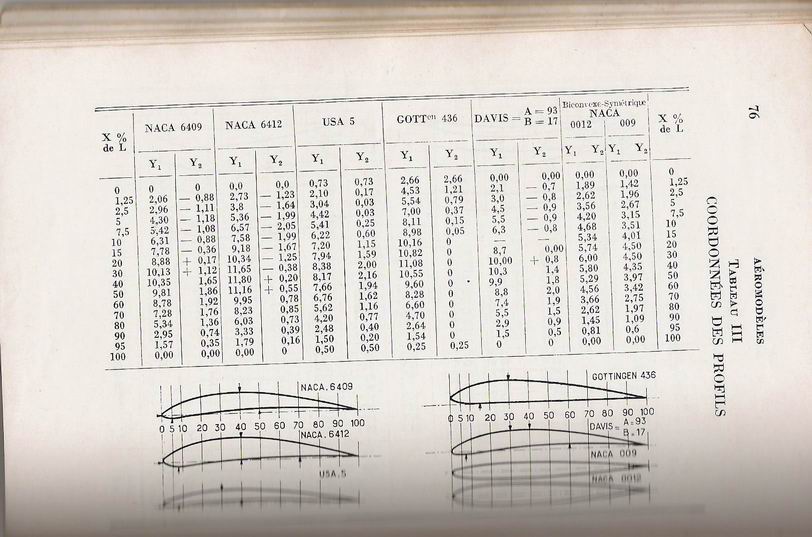
Le profil de la pale , le plus délicat est de faire le choix, l'on choisit généralement un profil ŕ intrados plat (clark Y, 70 A, etc..)pour la facilité dans la fabrication de la pale et pour définir le calage sur l'épure surtout quand l'angle de portance nulle se confond avec le dit intrados.......pour cette premičre construction c'est le Gottingen 436 qui est retenu (table ci-dessous) et le logiciel adapté fournit une multitude de profils, tous pouvant ętre imprimé avec différentes cordes > logiciels traceur de profil : http://tracfoil.free.fr/tracfoil/accueil.htm ou http://visuaero.free.fr/ ou http://a190754.free.fr/
ou pour comprendre > http://www.chez.com/aerodynamique/
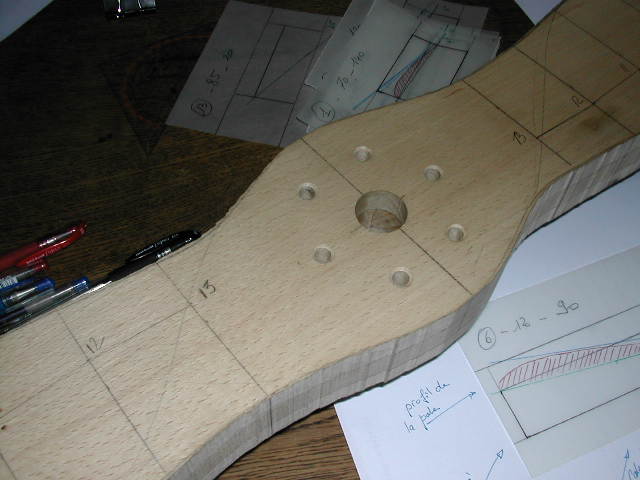
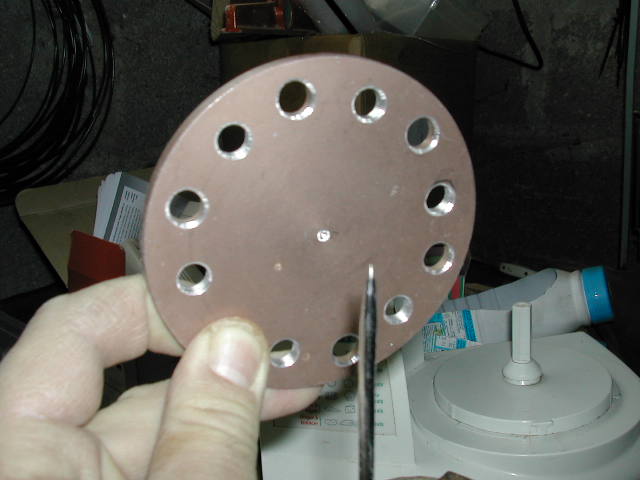
perçage du moyeu ( par contre -perçage avec une ancienne hélice)
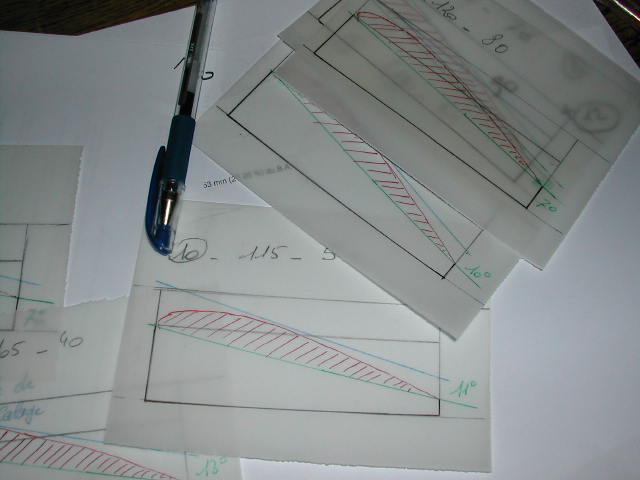
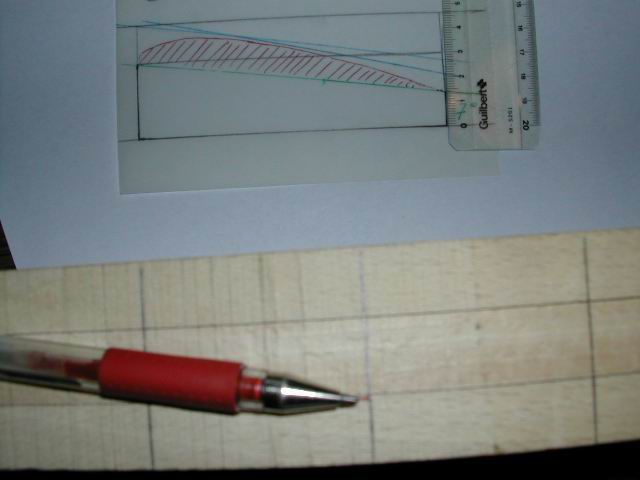
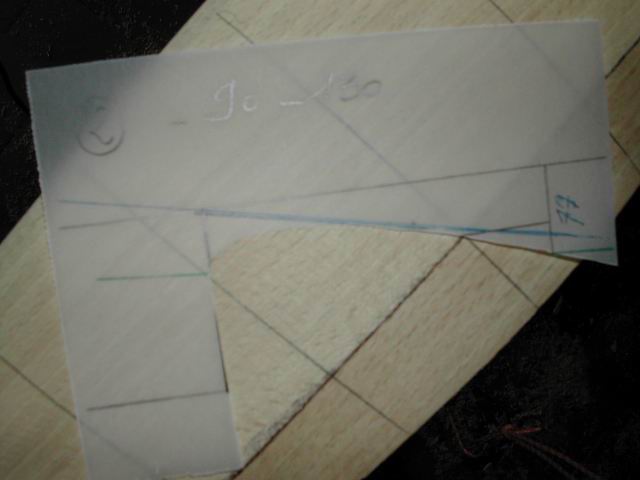
sur chaque calque est tracé l'angle de calage pour la définition du pas, la corde de la pale et le dessin du profil aprčs impression sur le logiciel
il est facile ensuite de mesurer le bois excédantaire et de prévoir un gabarit pour les sciages sur cahque nervure tant ŕ l'intrados qu'ŕ l'extrados.
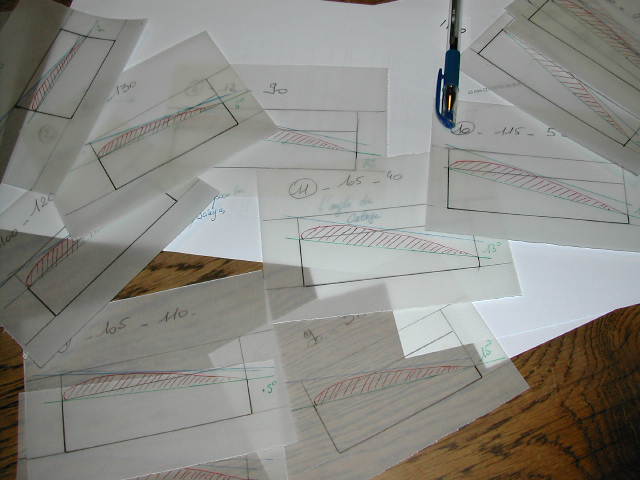
13 "nervures" réprésentent la pale avec sa corde et son calage réparti tous les 5 cm sur la pale (ou tous les 10 cm pour le diamčtre de l'hélice).
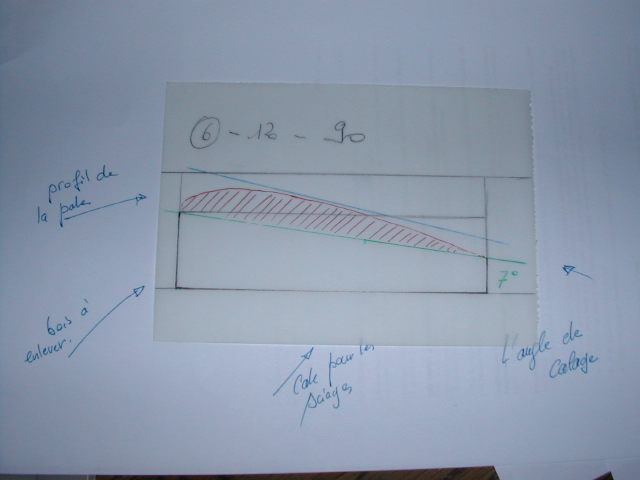
un exemple: 6= N° de la nervure, 120= la corde de la pale(donc du profil) 90= le diamčtre de l'hélice
report sur le bloc des dimensions du calque pour effectuer le sciage.

sciage aprčs le traçage de chaque valeur rélevée sur le calque (sur l'intrados de l'hélice, profil plat pour débuter!)

aprčs les sciages verticaux sur les 13 "nervures", le ciseau ŕ bois poussé par le maillet ôte le bois excédentaire sur l'intrados du profil.
les calques sont découpés pour devenir des gabarits
le travail commence sur l'extrados du profil

la plane permet de contrôler facilement l'angle de travail

le ciseau ŕ bois est manié avec délicatesse pour éviter l'éclat irréparable....

l' équilibrage sur une pointe ŕ tracer et un pointage sur le plateau de pression de l'hélice

la vue en détail de l'outil
le peigne pour copier et comparer le profil sur chaque pale

Utilisation du peigne ŕ profil

comparaison des épaisseurs de chaque pale

Ultime vérification du profil de l'extrados de la pale

l' équilibreuse statique de roue de moto est utilisée également

le moyen le plus simple par suspension sur un fil de nylon et un "faux axe".

l' hélice ŕ fičre allure sur sa monture avant le verdict du premier essai !

le résultat est imparable, le manque de pas est constaté ŕ la mise des gaz, le régime monte et la poussée traine, retour ŕ la case départ avec comme
premičre necessité de réviser la définition du pas de l'hélice, toute la littérature mangée depuis des mois ne permet pas d' avoir un résultat satisfaisant
ŕ la premičre fabrication, enlever du pas reste possible par réduction du diamčtre ou plus subtilement par la diminution de la corde de la pale
mais augmenter le pas est plus difficile voire impossible, il peut toutefois ętre légčrement augmenté par un enlčvement de matičre ŕ l'intrados du bord d'attaque mais insuffisant pour le cas présent, décoration tu feras!
l' hélice suivante est ŕ l étude..............ŕ suivre (avril 2007).